

ГОСТ 8713-79
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Сварка под флюсом.
Соединения сварные
Основные типы, конструктивные элементы и размеры
Издательство стандартов
москва
Межгосударственный стандарт
|
Сварка под флюсом. Основные типы, конструктивные элементы и размеры Flux welding. Welded joints. Maih types design Скачать полный текст документа: |
Гост |
Дата введения 01.01.81
1. Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки под флюсом:
АФ - автоматическая на весу;
АФф - автоматическая на флюсовой подушке;
АФм - автоматическая на флюсомедной подкладке;
АФо - автоматическая на остающейся подкладке;
АФп - автоматическая на медном ползуне;
АФш - автоматическая с предварительным наложением подварочного шва;
АФк - автоматическая с предварительной подваркой корня шва;
МФ - механизированная на весу;
МФо - механизированная на остающейся подкладке;
МФш -механизированная с предварительным наложением подварочного шва;
МФк - механизированная с предварительной подваркой корня шва.
(Измененная редакция, Изм. № 2).
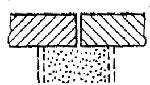
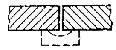
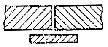
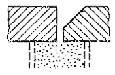
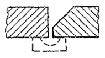
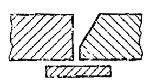
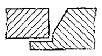
3. Основные типы сварных соединений приведены в табл. 1, сечения предварительно наложенных подварочных швов условно зачернены.
Таблица 1
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Форма поперечного сечения |
Способ сварки |
Толщина свариваемых деталей, мм |
Условное обозначение сварного соединения |
|
|
|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок |
сварного шва |
|
||||||
|
Стыковое |
С отбортовкой кромок |
Односторонний |

|
|
АФ; МФ |
1,5-3,0 |
C1 |
|
|

|
|
2,0-12,0 |
C47 |
|||||
|
Вез скоса кромок |
||||||||
|
|
|
АФф |
2,0 10,0 |
C4 |
|
|||
|
|
АФм |
3,0-12,0 |
|
|||||
|

|
АФп |
5,0-20,0 |
|
|||||
|
Стыковое |
Без скоса кромок |
Односторонний |
|
|
АФо; МФо |
2,0-12,0 |
С5 |
|
|
Двусторонний |

|
|
АФ; МФ |
2,0-20,0 |
С7 |
|
||
|
|
АФш; МФш |
2,0-12,0 |
|
|||||
|

|
|
АФф |
2,0-32,0 |
С29 |
|
|||
|
Без скоса кромок с последующей строжкой |
|
16,0-32,0 |
С3О |
|
||||
|
Стыковое |
Со скосом одной кромки |
Односторонний |
|
|
АФф |
8,0 20,0 |
С9 |
|
|
|
АФм |
|
||||||
|
|
|
АФо; МФо |
8,0-30,0 |
С10 |
|
|||
|
Стыковое |
Со скосом одной кромки |
Односторонний замковый |
|
|
АФо |
8,0-30,0 |
С11 |
|
|
Двусторонний |

|
|
АФ |
14,0-20,0 |
С12 |
|
||
|
С криволинейным скосом одной кромки |
Односторонний |
|
|
АФф |
16,0-50,0 |
С31 |
|
|
|
Стыковое |
С ломанным скосом одной кромки |
Односторонний |
|
|
АФф |
16,0-50,0 |
C32 |
|
|
С двумя симметричными скосами одной кромки |
Двусторонний |
|
|
АФ |
20,0-30,0 |
C15 |
|
|
|
Со скосом кромок |
Односторонний |
|
|
АФф |
8,0-24,0 |
C18 |
|
|
|
|
АФм |
12,0-30,0 |
|
|||||
|
Стыковое |
Со скосом кромок |
Односторонний |
|
|
АФо; МФо |
8,0-30,0 |
C19 |
|
|
Односторонний замковый |
|
|
АФо |
C20 |
|
|||
|
Двусторонний |
|
|
АФ; МФ |
14,0-30,0 |
C21 |
|
||
|
Стыковое |
Со скосом кромок |
Двусторонний |
|
|
АФк; МФк |
14,0-30,0 |
C21 |
|
|
|
|
АФш; МФш |
5,0-14,0 |
|
||||
|
|
|
АФф |
14,0-30,0 |
С33 |
|
|||
|
Стыковое |
С криволинейным скосом кромок |
Односторонний |
|
|
АФо |
16,0-60,0 |
С34 |
|
|
Односторонний замковый |
|
|
16,0-50,0 |
С35 |
|
|||
|
Двусторонний |
|
|
АФк |
24,0-160,0 |
С23 |
|
||
|
Стыковое |
С ломанным скосом кромок |
Односторонний |
|
|
АФф |
20,0-60,0 |
С36 |
|
|
С ломанным скосом кромок |
Односторонний замковый |
|
|
АФо |
16,0-60,0 |
С37 |
|
|
|
С двумя симметричными скосами кромок |
Двусторонний |
|
|
АФ; МФ |
18,0-60,0 |
С25 |
|
|
|
Стыковое |
С двумя симметричными скосами кромок |
Двусторонний |
|
|
АФк |
24,0-60,0 |
С25 |
|
|
|
|
АФф |
18,0-60,0 |
С38 |
|
|||
|
С двумя несимметричными скосами кромок |
|
|
АФш; МФш |
16,0-60,0 |
С39 |
|
||
|
С двумя симметричными криволинейными скосами кромок |
|
|
АФ |
50,0-160,0 |
С26 |
|
||
|
Стыковое |
С двумя несимметричными скосами кромок |
Двусторонний |
|
|
АФш |
24,0-130,0 |
С40 |
|
|
|
|
24,0-60,0 |
С41 |
|
||||
|
Угловое |
С отбортовкой одной кромки |
Односторонний |
|
|
АФ; МФ |
1,5-3,0 |
У1 |
|
|
Без скоса кромок |
Двусторонний |
|
|
АФш; МФш |
4,0-14,0 |
У5 |
|
|
|
Угловое |
Со скосом одной кромки |
Двусторонний |
|
|
АФш; МФш |
8,0-20,0 |
У7 |
|
|
С двумя несимметричными скосами одной кромки |
|
|
20,0-40,0 |
У3 |
|
|||
|
Тавровое |
Без скоса кромок |
Односторонний |
|
|
АФ; МФ |
3,0-40,0 |
Т1 |
|
|
|
||||||||
|
Двусторонний |
Т3 |
|
||||||
|
Тавровое |
Без скоса кромок |
Двусторонний |
|
|
АФш; МФш |
3,0-20,0 |
Т3 |
|
|
Со скосом одной кромки |
|
|
АФш; МФш |
8,0-30,0 |
Т7 |
|
||
|
С криволинейным скосом одной кромки |
|
|
АФш |
16,0-30„0 |
Т2 |
|
||
|
Тавровое |
С двумя симметричными скосами одной кромки |
Двусторонний |
|
|
АФ; МФ |
16,0-40,0 |
Т8 |
|
|
С двумя несимметричными скосами одной кромки |
|
|
АФш; МФш |
20,0-40,0 |
Т4 |
|
||
|
Тавровое |
С двумя симметричными криволинейными скосами одной кромки |
Двусторонний |
|
|
АФ |
30,0-60,0 |
T5 |
|
|
Нахлесточное |
Без скоса кромок |
Односторонний |
|
|
АФ; МФ |
10-20,0 |
h2 |
|
|
Двусторонний |
|
H2 |
|
|||||
(Измененная редакция, Изм. № 2, 3).
4. Конструктивные элементы сварных соединений и их размеры должны соответствовать указанным в табл. 2-52, сечения предварительно наложенных подварочных швов условно зачернены.
Таблица 2
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
R |
i |
|
|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||||
|
С1 |
|
|
АФ; МФ |
1,5-3,0 |
s-1,5s |
s-3s |
* Размер для справок.
Таблица 3
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
b |
е, не более |
g |
|||
|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
C47 |
|
|
АФ, МФ |
2 |
0 |
+0,3 |
8,5 |
1,5 |
±1,0 |
|
Св. 2 до 3 |
+0,5 |
10 |
|||||||
|
Св. 3 до 4 |
+0,8 |
12 |
2,0 |
+1,0 -1,5 |
|||||
|
Св. 4 до 5 |
+1,0 |
11 |
|||||||
|
Св. 5 до 6 |
|||||||||
|
Св. 6 до 8 |
16 |
||||||||
|
Св. 8 до 10 |
19 |
||||||||
|
Св. 10 до 12 |
21 |
||||||||
Примечание. Способ сварки МФ для s<3 мм применять не рекомендуется.
Таблица 4
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
b |
е, не более |
g |
g1 |
|
||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
||||
|
C4 |
|
|
АФф |
2 |
0,0 |
+1,0 |
12 |
1,5 |
±1,0 |
1,0 |
±1,0 |
|
|
Св. 2 до 3 |
1,0 |
±1,0 |
|
|||||||||
|
Св. 3 до 4 |
16 |
2,0 |
+1,0 -1,5 |
1,5 |
+1,0 |
|
||||||
|
Св. 4 до 5 |
1,5 |
|||||||||||
|
-1,5 |
||||||||||||
|
Св. 5 до 6 |
21 |
|
||||||||||
|
Св. 6 до 7 |
2,0 |
±1,5 |
2,0 |
+1,0 -2,0 |
|
|||||||
|
Св. 7 до 10 |
26 |
|
||||||||||
Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1s при полном проплавлении кромок. Значение e1 должно быть от 4 мм до 0,5е.
Таблица 5
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
b |
е, не более |
g1 |
|||
|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
C4 |
|
|
АФм |
3 |
1,0 |
+0,5 |
14 |
1,5 |
+1,0 -1,5 |
|
4 |
16 |
||||||||
|
Св. 4 до 5 |
1,5 |
+1,0 |
|||||||
|
Св. 5 до 6 |
21 |
||||||||
|
Св. 6 до 7 |
2,0 |
2,0 |
+1,0 -2,0 |
||||||
|
Св. 7 до 10 |
26 |
||||||||
|
Св. 10 до 12 |
4,0 |
28 |
|||||||
Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1s при полном проплавлении кромок. Значение е1 должно быть от 4 мм до 0,5е.
Таблица 6
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
e1 ±4 |
е, не более |
b |
g=g1 |
|||
|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С4 |
|
|
АФп |
5-6 |
12 |
23 |
3 |
+2 |
1,5 |
±1,0 |
|
7-10 |
14 |
26 |
4 |
+1,5 -1,0 |
||||||
|
12-14 |
28 |
|||||||||
|
16-18 |
16 |
36 |
5 |
2,0 |
±1,5 |
|||||
|
20 |
38 |
6 |
||||||||
Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1s при полном проплавлении кромок.
Таблица 7
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
b |
m, не менее |
е, не более |
g |
|||
|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С5 |
|
|
АФо; МФо |
2 |
1,5 |
±1,0 |
15 |
12 |
1,5 |
±1,0 |
|
Св. 2 до 3 |
17 |
|||||||||
|
Св. 3 до 4 |
2,0 |
2,0 |
+1,0 -1,5 |
|||||||
|
Св. 4 до 5 |
20 |
|||||||||
|
Св. 5 до 6 |
3,0 |
±1,5 |
21 |
|||||||
|
Св. 6 до 7 |
25 |
|||||||||
|
Св. 7 до 8 |
26 |
|||||||||
|
Св. 8 до 10 |
4,0 |
30 |
||||||||
|
Св. 10 до 12 |
5,0 |
28 |
||||||||
Примечание. Способ сварки МФо для s>6 мм применять не рекомендуется.
Толщина подкладки должна быть не менее 0,25, но не менее 1,5 мм.
Таблица 8
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
b |
е, не более |
g |
|||
|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С7 |
|
|
АФ; МФ |
2 |
0 |
+0,3 |
8,5 |
1,5 |
±1,0 |
|
Св. 2 до 3 |
+0,5 |
10 |
|||||||
|
Св. 3 до 4 |
+0,8 |
12 |
2,0 |
+1,0 -1,5 |
|||||
|
Св. 4 до 5 |
+1,0 |
14 |
|||||||
|
Св. 5 до 6 |
19 |
||||||||
|
Св. 6 до 9 |
±1,5 |
||||||||
|
Св. 9 до 14 |
23 |
3,0 |
+1,5 -2,0 |
||||||
|
Св. 14 до 20 |
28 |
±2,0 |
|||||||


Примечание. Способ сварки МФ для s>6 мм применять не рекомендуется.
Таблица 9
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
b |
е, не более |
e1±2 |
g |
|||
|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С7 |
|
|
АФш; МФш |
2 |
0,5 |
+0,5 |
8,5 |
8 |
1,5 |
±10 |
|
Св. 2 до 3 |
1,0 |
±1,0 |
10 |
|
||||||
|
Св. 3 до 4 |
12 |
2,0 |
+1,0 -1,5 |
|||||||
|
Св. 4 до 5 |
14 |
10 |
||||||||
|
Св. 5 до 7 |
1,5 |
+1,0 -1,5 |
16 |
12 |
||||||
|
Св. 7 до 12 |
2,0 |
+1,0 -2,0 |
19 |
14 |
3,0 |
+1,0 -2,0 |
||||


Примечание. Способ сварки МФш для толщин 3 мм ³s³6 мм применять не рекомендуется.
Таблица 10
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
b |
е, не более |
g |
|||
|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С29 |
|
|
АФф |
2 |
0 |
+1 |
8,5 |
1,5 |
±1,0 |
|
Св. 2 до 3 |
1 |
±1 |
10 |
+1,0 -1,5 |
|||||
|
Св. 3 до 5 |
12 |
2,0 |
|||||||
|
Св. 5 до 6 |
19 |
||||||||
|
Св. 6 до 9 |
2 |
||||||||
|
Св. 9 до 10 |
24 |
+1,0 -2,0 |
|||||||
|
Св. 10 до 14 |
2,5 |
||||||||
|
Св. 14 до 16 |
26 |
±2,0 |
|||||||
|
Св. 16 до 22 |
4 |
+1 -2 |
34 |
||||||
|
Св. 22 до 2,6 |
5 |
+1 -2 |
40 |
3,0 |
+2,0 -2,5 |
||||
|
Св. 26 до 30 |
6 |
+2 -1 |
42 |
+2,0 3,0 |
|||||
|
АФф* |
От 6 до 9 |
3 |
±1 |
22 |
2,5 |
±1,5 |
|||
|
Св. 9 до 16 |
4 |
26 |
|||||||
|
Св. 16 до 24 |
5 |
±1,5 |
34 |
||||||
|
Св. 24 до 32 |
6 |
40 |
3 |
±2 |
|||||


* Перед сваркой первого шва зазор на № 1/3 толщину основного металла необходимо заполнить флюсом, а затем на оставшиеся 2/3 крупкой из электродной проволоки, окатышами или другим гранулированным металлом.
Таблица 11
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
h ±1 |
f ±2 |
е, не более |
|
|
|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
||||||
|
С30 |
|
|
АФф |
От 16 до 22 |
8 |
9 |
18 |
|
|
Св. 22 до 26 |
13 |
14 |
24 |
|
||||
|
Св. 26 до 32 |
18 |
18 |
28 |
|||||
|
|
|
|||||||



Таблица 12
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
е |
g |
|
|||
|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
|||
|
С9 |
|
|
АФф; AФм |
От 8 до 9 |
18 |
±3 |
1,5 |
±1,0 |
|
|
С. 9 до 10 |
20 |
±4 |
|||||||
|
Св. 10 до 14 |
22 |
2,0 |
+1,0 -1,5 |
||||||
|
Св. 14 до 20 |
24 |
2,5 |
+1,0 -2,0 |
||||||


Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1s при полном проплавлении кромок.
Таблица 13
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
b |
d, не менее |
m, не менее |
е |
g |
||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С10 |
|
|
АФо; МФо |
8 |
2 |
±1,0 |
3 |
25 |
18 |
±3 |
1,5 |
±1,0 |
|
Св. 8 до 10 |
20 |
|
||||||||||
|
Св. 10 до 12 |
22 |
±4 |
2,0 |
+1,0 |
||||||||
|
Св. 12 до 14 |
3 |
±1,5 |
4 |
-1,5 |
||||||||
|
Св. 14 до 16 |
24 |
2,5 |
+1,0 -2,0 |
|||||||||
|
Св. 16 до 18 |
4 |
30 |
||||||||||
|
Св. 19 до 20 |
6 |
|||||||||||
|
Св. 20 до 24 |
5 |
26 |
+1,5 -2,0 |
|||||||||
|
Св. 24 до 30 |
40 |
30 |
||||||||||


Таблица 14
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
е |
g |
||||
|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С11 |
|
|
АФо |
8 |
2 |
±1,0 |
18 |
±3 |
1,5 |
+1,0 |
|
Св. 8 до 10 |
20 |
|
||||||||
|
Св. 10 до 12 |
22 |
±4 |
2,0 |
+1,0 |
||||||
|
Св. 12 до 14 |
3 |
±1,5 |
-1,5 |
|||||||
|
Св. 14 до 16 |
24 |
2,5 |
+1,0 |
|||||||
|
Св. 16 до 20 |
4 |
-2,0 |
||||||||
|
Св. 20 до 24 |
5 |
26 |
+1,5 |
|||||||
|
Св. 24 до 30 |
30 |
-2,0 |
||||||||


Таблица 15
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=si |
е |
g |
|||
|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин |
Пред откл. |
Номин. |
Пред. откл. |
|||
|
C12 |
|
|
АФ |
14 |
18 |
±3 |
2,0 |
+1,0 -1,5 |
|
Св. 14 до 16 |
2,5 |
+1,0 -2,0 |
||||||
|
Св. 16 до 20 |
22 |
±4 |
||||||


Таблица 16
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=si |
е |
g |
|||
|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин |
Пред откл. |
Номин. |
Пред. откл. |
|||
|
С31 |
|
|
АФф |
16 |
19 |
±2 |
2,0 |
+1,0 -2,0 |
|
Св. 16 до 20 |
20 |
|||||||
|
Св. 20 до 25 |
22 |
|||||||
|
Св. 25 до 30 |
23 |
±3 |
||||||
|
Св. 30 до 35 |
25 |
|||||||
|
Св. 35 до 40 |
26 |
±4 |
||||||
|
Св. 40 до 45 |
28 |
+1,5 -2,0 |
||||||
|
Св. 45 до 50 |
30 |
|||||||


Таблица 17
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=si |
е |
g |
|||
|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин |
Пред откл. |
Номин. |
Пред. откл. |
|||
|
C32 |
|
|
АФф |
16 |
19 |
±3 |
2,5 |
+1,0 -2,0 |
|
Св. 16 до 20 |
20 |
|||||||
|
Св. 20 до 25 |
21 |
|||||||
|
Св. 25 до 30 |
22 |
|||||||
|
Св. 30 до 35 |
23 |
|||||||
|
Св. 35 до 40 |
24 |
±4 |
||||||
|
Св. 40 до 45 |
25 |
+1,5 -2,0 |
||||||
|
Св. 45 до 50 |
26 |
|||||||


Таблица 18
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
е |
||
|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||
|
C15 |
|
|
АФ |
От 20 до 24 |
22 |
±3 |
|
Св. 24 до 28 |
26 |
±4 |
||||
|
Св. 28 до 30 |
30 |
|||||


Таблица 19
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
с±1 |
с |
g |
|||
|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
C18 |
|
|
АФф |
От 8 до 9 |
3 |
18 |
±3 |
1,5 |
±1,0 |
|
Св. 9 до 10 |
20 |
||||||||
|
Св. 10 до 12 |
22 |
±4 |
2,0 |
+1,0 -1,5 |
|||||
|
Св. 18 до 14 |
4 |
||||||||
|
Св. 14 до 20 |
24 |
2,5 |
+1,0 -2,0 |
||||||
|
Св. 20 до 24 |
26 |
±5 |
|||||||


Таблица 20
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
e |
с±1 |
||
|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||
|
С18 |
|
|
АФм |
От 12 до 14 |
22 |
±4 |
3 |
|
Св. 14 до 20 |
24 |
||||||
|
Св. 20 до 26 |
26 |
±5 |
4 |
||||
|
Св. 26 до 28 |
30 |
5 |
|||||
|
Св. 28 до 30 |
|||||||


Таблица 21
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
b |
d, не менее |
m, не менее |
e |
g |
||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
Cl9 |
|
|
АФо; МФо |
8 |
2 |
±1,0 |
3 |
30 |
16 |
±3 |
1,5 |
±1,0 |
|
Св. 8 до 9 |
17 |
|||||||||||
|
Св. 9 до 10 |
18 |
|||||||||||
|
Св. 10 до 12 |
1,5 |
20 |
||||||||||
|
Св. 12 до 14 |
4 |
23 |
||||||||||
|
Св. 14 до 16 |
2,0 |
+1,0 -1,5 |
24 |
2,0 |
+1,0 -1,5 |
|||||||
|
Св. 16 до 18 |
4 |
±1,5 |
40 |
28 |
±4 |
|||||||
|
Св. 18 до 20 |
6 |
30 |
||||||||||
|
Св. 20 до 22 |
5 |
32 |
||||||||||
|
Св. 22 до 24 |
34 |
|||||||||||
|
Св. 24 до 26 |
50 |
36 |
||||||||||
|
Св. 26 до 28 |
38 |
|||||||||||
|
Св. 28 до 30 |
40 |
|||||||||||


Таблица 22
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
e |
|||
|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
C20 |
|
|
АФо |
8 |
2 |
±1,0 |
16 |
±3 |
|
Св. 8 до 9 |
17 |
|||||||
|
Св. 9 до 10 |
18 |
|||||||
|
Св. 10 до 12 |
20 |
|||||||
|
Св. 12 до 14 |
3 |
±1,5 |
23 |
|||||
|
Св. 14 до 16 |
24 |
|||||||
|
Св. 16 до 18 |
4 |
28 |
||||||
|
Св. 18 до 20 |
30 |
±4 |
||||||
|
Св. 20 до 22 |
5 |
32 |
||||||
|
Св. 22 до 24 |
34 |
|||||||
|
Св. 24 до 26 |
36 |
|||||||
|
Св. 26 до 28 |
38 |
|||||||
|
Св. 28 до 30 |
40 |
|||||||


Таблица 23
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
е |
g |
с±2 |
|||
|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С21 |
|
|
АФ; МФ |
От 14 до 16 |
18 |
±3 |
2,0 |
+1,0 -1,5 |
6 |
|
Св. 16 до 20 |
22 |
±4 |
2,5 |
+1,0 -2,0 |
7 |
||||
|
Св. 20 до 24 |
24 |
8 |
|||||||
|
С в.24 до 30 |
30 |
3,0 |
|||||||


Примечание. При способе сварки МФ притупление с=3±1 мм.
Таблица 24
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
е |
g | ||||
|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. | ||||
|
C21 |
|
|
Афк; МФк |
14 |
20 |
±4 |
2,0 |
+1,0 -1,5 |
|
|
Св. 14 до 16 |
2,5 |
+1,0 -2,0 |
|||||||
|
Св. 16 до 20 |
25 |
±5 |
|||||||
|
Св. 20 до 24 |
30 |
±6 |
|||||||
|
Св. 24 до 30 |
37 |
±7 |
|||||||


Таблица 25
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
h±1 |
е |
e1±2 |
g |
|||
|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С21 |
|
|
АФш; МФш |
От 5 до 7 |
3 |
17 |
±3 |
12 |
1,5 |
±1,0 |
|
Св. 7 до 8 |
4 |
13 |
||||||||
|
Св. 8 до 9 |
20 |
±4 |
||||||||
|
Св. 9 до 10 |
5 |
14 |
||||||||
|
Св. 10 до 12 |
2,0 |
+1,0 -1,5 |
||||||||
|
Св. 12 до 14 |
8 |
16 |
||||||||


Таблица 26
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
е±4 |
|
|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||
|
C33 |
|
|
АФф |
От 14 до 18 |
22 |
|
Св. 18 до 24 |
24 |
||||
|
С в.24 до 30 |
30 |
||||


Таблица 27
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
е |
g |
R±1 |
a, ° ±1° |
|||
|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С34 |
|
|
АФо |
16 |
23 |
±4 |
2,5 |
+1,0 -2,0 |
6 |
12 |
|
Св. 16 до 20 |
25 |
|||||||||
|
Св. 20 до 25 |
28 |
|||||||||
|
Св. 25 до 30 |
31 |
|||||||||
|
Св. 30 до 35 |
33 |
±5 |
||||||||
|
Св. 36 до 40 |
36 |
|||||||||
|
С в. 40 до 45 |
38 |
±6 |
+1,5 2,0 |
8 |
10 |
|||||
|
Св. 456 до 50 |
41 |
|||||||||
|
Св. 50 до 55 |
44 |
±7 |
3,0 |
+1,5 |
||||||
|
Св. 55 до 80 |
46 |
|||||||||


Таблица 28
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
е |
g |
R±1 |
a, ° ±2° |
|||
|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С35 |
|
|
АФо |
16 |
23 |
±4 |
2,5 |
+1,0 |
6 |
12 |
|
Св. 16 до 20 |
25 |
|||||||||
|
Св. 20до 25 |
27 |
|||||||||
|
Св. 25 до 30 |
30 |
|||||||||
|
Св. 30 до 35 |
31 |
±5 |
||||||||
|
Св. 35 до 40 |
34 |
+1,5 |
||||||||
|
Св. 40 до 45 |
36 |
±6 |
8 |
10 |
||||||
|
Св. 45 до 50 |
38 |
|||||||||


Таблица 29
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
с±1 |
R± |
е |
е1±4 |
g |
a, ° ±1° |
|||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
С23 |
|
|
АФк |
24 |
6 |
6 |
24 |
±4 |
15 |
2,5 |
+1,0 |
12 |
|
Св. 24 , до 26 |
25 |
|||||||||||
|
Св. 26 до 28 |
26 |
|||||||||||
|
Св. 28 до 30 |
27 |
|||||||||||
|
Св. 30 до 32 |
28 |
|||||||||||
|
Св. 32 до 34 |
29 |
16 |
||||||||||
|
Св. 34 до 36 |
30 |
|||||||||||
|
Св. 36 до 38 |
31 |
|||||||||||
|
Св. 38 до 40 |
8 |
8 |
32 |
10 |
||||||||
|
Св. 40 до 42 |
33 |
+1,5 -2,0 |
||||||||||
|
Св. 42 до 45 |
34 |
±5 |
||||||||||
|
Св. 45 до 48 |
36 |
18 |
||||||||||
|
Св. 48 до 50 |
37 |
|||||||||||
|
Св. 50 до 55 |
39 |
|||||||||||
|
Св. 55 до 60 |
45 |
±6 |
2,5 |
|||||||||
|
Св. 60 до 65 |
47 |
|||||||||||
|
Св. 65 до 70 |
20 |
|||||||||||
|
Св. 70 до 80 |
51 |
±7 |
||||||||||
|
Св. 80 до 90 |
55 |
±8 |
||||||||||
|
Св. 90 до 100 |
59 |
±.9 |
||||||||||
|
Св. 100 до 110 |
10 |
60 |
4,0 |
+2,0 -3,0 |
8 |
|||||||
|
Св. 110 до 115 |
61 |
|||||||||||
|
Св. 115 до 120 |
63 |
|||||||||||
|
Св. 120 до 125 |
64 |
±10 |
||||||||||
|
Св. 125 до 130 |
66 |
|||||||||||
|
Св. 130 до 140 |
69 |
±11 |
||||||||||
|
Св. 140 до 150 |
72 |
±12 |
||||||||||
|
Св. 150 до 160 |
76 |
|||||||||||


Таблица 30
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
e |
g |
|||
|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С36 |
|
|
АФф |
20 |
30 |
±2 |
2,5 |
+1,0 -2,0 |
|
Св. 20 до 22 |
31 |
|||||||
|
Св. 22 до 24 |
32 |
|||||||
|
Св. 24 до 26 |
33 |
|||||||
|
Св. 2б до 28 |
34 |
|||||||
|
Св. 28 до 30 |
±3 |
|||||||
|
Св. 30 до 32 |
35 |
|||||||
|
Св. 32 до 34 |
36 |
|||||||
|
Св. 34 до 36 |
37 |
|||||||
|
Св. 36 до 38 |
38 |
|||||||
|
Св. 38 до 40 |
39 |
+1,5 -2,0 |
||||||
|
Св. 40 до 42 |
40 |
|||||||
|
Cв. 42 до 45 |
41 |
±4 |
||||||
|
Св. 45 до 48 |
42 |
|||||||
|
Св. 48 до 50 |
43 |
|||||||
|
Св. 50 до 55 |
46 |
|||||||
|
Св. 55 до 60 |
49 |
|||||||


Таблица 31
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
е |
g |
|||
|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
C37 |
|
|
АФо |
16 |
28 |
±2 |
2,5 |
+1,0 -2,0 |
|
Св. 16 до 20 |
30 |
|
||||||
|
Св. 20 до 25 |
31 |
±3 |
||||||
|
Св. 25 до 30 |
34 |
|||||||
|
Св. 30 до 35 |
36 |
±4 |
||||||
|
Св. 35 до 40 |
38 |
|||||||
|
Св. 40 до 45 |
41 |
|||||||
|
Св. 45 до 50 |
43 |
±5 |
+1,5 -2,0 |
|||||
|
Св. 50 до 55 |
45 |
|||||||
|
Св. 55 до 60 |
47 |
|||||||


Таблица 32
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
е |
g |
|||
|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
C25 |
|
|
АФ; МФ |
От 18 до 25 |
24 |
±4 |
2,5 |
+1,0 -2,0 |
|
Св. 25 до 38 |
28 |
±5 |
||||||
|
Св. 38 до 48 |
32 |
+1,5 -2,0 |
||||||
|
Св. 48 до 54 |
36 |
|||||||
|
Св. 44 до 60 |
39 |
|||||||


Примечание. При способе сварки МФ притупление с=3±1 мм.
Таблица 33
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
е |
g |
a, °±3° |
|||
|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
C25 |
|
|
АФк |
От 24 до 28 |
24 |
±4 |
2,5 |
+1,0 2,0 |
30 |
|
Св. 28 до 38 |
29 |
±5 |
|||||||
|
Св. 38 до 48 |
+1,5 -2,0 |
||||||||
|
Св. 48 до 54 |
33 |
25 |
|||||||
|
Св. 54 до 60 |
36 |
||||||||


Таблица 34
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
е±4 |
|
|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||
|
С38 |
|
|
АФф |
От 18 до 25 |
24 |
|
Св. 25 до 40 |
32 |
||||
|
Св. 40 до 50 |
38 |
||||
|
Св. 50 до 60 |
43 |
||||


Таблица 35
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
h ±1 |
е |
е1±2 |
g |
a, ° |
||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
C39 |
|
|
АФш; МФш |
От 16 до 20 |
8 |
18 |
±3 |
16 |
2,5 |
+1,0 -2,0 |
25 |
±3 |
|
Св. 20 до 26 |
22 |
±4 |
||||||||||
|
Cв. 26 до 32 |
9 |
26 |
|
17 |
||||||||
|
Св. 32 до 36 |
28 |
±5 |
||||||||||
|
Св. 36 до 38 |
10 |
19 |
||||||||||
|
Св. 38 до 44 |
34 |
20 |
+1,5 -2,0 |
22 |
±2 |
|||||||
|
Св. 44 до 50 |
40 |
|||||||||||
|
Св. 50 до 56 |
45 |
20 |
||||||||||
|
Св. 56 до 60 |
50 |
|||||||||||


(Поправка, ИУС 6-2007).
Таблица 36
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
е |
g |
a, °±2° |
R ±1 |
|||
|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
C26 |
|
|
АФ |
50 |
27 |
±3 |
2,5 |
+1,0 -2,0 |
12 |
6 |
|
Св. 50 до 55 |
28 |
|||||||||
|
Св. 55 до 60 |
29 |
|||||||||
|
Св. 60 до 65 |
31 |
±4 |
||||||||
|
Св. 55 до 70 |
32 |
|||||||||
|
Св. 70 до .80 |
34 |
|||||||||
|
Св. 80 до 90 |
36 |
±5 |
+1,5 -2,0 |
10 |
8 |
|||||
|
Св. 90 до 100 |
38 |
|||||||||
|
Св. 100 до 110 |
40 |
|||||||||
|
Св. 110 до 115 |
41 |
±6 |
||||||||
|
Св. 115 до 120 |
43 |
|||||||||
|
Св. 120 до 125 |
44 |
|||||||||
|
Св. 125 до 130 |
45 |
|||||||||
|
Св. 130 до 140 |
47 |
|||||||||
|
Св. 140 до 150 |
49 |
±7 |
||||||||
|
Св. 150 до 160 |
51 |
±8 |
||||||||


Таблица 37
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
R±1 |
е |
п |
a, °±2° |
|||
|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С40 |
|
|
АФш |
От 24 до 28 |
6 |
25 |
±5 |
2,5 |
+1,0 -2,0 |
12 |
|
Св. 28 до 36 |
28 |
±6 |
||||||||
|
Св. 36 до 40 |
31 |
|||||||||
|
Св. 40 до 42 |
8 |
+1,5 -2,0 |
10 |
|||||||
|
Св. 42 до 55 |
36 |
±7 |
||||||||
|
Св. 55 до 65 |
46 |
|||||||||
|
Св. 65 до 80 |
50 |
±9 |
||||||||
|
Св. 80 до 100 |
58 |
10 |
||||||||
|
Св. 100 до 110 |
10 |
61 |
8 |
|||||||
|
Св. 110 до 115 |
63 |
|||||||||
|
Св. 115 до 120 |
65 |
|||||||||
|
Св. 120 до 125 |
67 |
|||||||||
|
Св. 125 до 130 |
68 |
±11 |
||||||||


Таблица 38
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
е |
п |
|||
|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
C41 |
|
|
АФш |
24 |
28 |
±3 |
2,5 |
+1,0 -2,0 |
|
Св. 24 до 26 |
29 |
|||||||
|
Св. 26 до 30 |
31 |
|||||||
|
Св. 30 до 32 |
32 |
|||||||
|
Св. 32 до 34 |
33 |
|||||||
|
Св. 34 до 36 |
34 |
±4 |
||||||
|
Св. 36 до 38 |
35 |
|||||||
|
Св. 38 до 42 |
36 |
+1,5 -2,0 |
||||||
|
Св. 42 до 45 |
38 |
|||||||
|
Св. 45 до 50 |
40 |
|||||||
|
Св. 50 до 55 |
42 |
±5 |
||||||
|
Св. 55 до 60 |
45 |
|||||||


Таблица 39
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
е+3 |
i |
R |
|
|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||||
|
У1 |
|
|
AФ; МФ |
1,5-3,0 |
s+s1 |
s-3s |
s-1,5s |


*Размер для справок.
Таблица 40
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
n ±1 |
|
|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||
|
У5 |
|
|
АФш; МФш |
4 |
1,5 |
|
Св. 4 до 9 |
2 |
||||
|
Св. 9 до 14 |
3 |
||||


Таблица 41
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
е |
||
|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||
|
У7 |
|
|
АФш; МФш |
От 8 до 9 |
13 |
±3 |
|
Св. 9 до 12 |
16 |
|||||
|
Св. 12 до 14 |
20 |
|||||
|
Св. 14 до 20 |
25 |
±4 |
||||


Таблица 42
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
h±l |
е |
g1, ±2 |
е1, ±3 |
||
|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||||
|
У3 |
|
|
АФш; МФш |
От 20 до 24 |
7 |
20 |
±3 |
3 |
17 |
|
Св. 24 до 28 |
8 |
25 |
±4 |
4 |
|||||
|
С ч. 28 до 34 |
10 |
30 |
5 |
20 |
|||||
|
Св. 34 до 40 |
12 |
49 |
23 |
||||||


Таблица 43
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
||
|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||
|
Т1 |
|
|
АФ; МФ |
3 |
0 |
+0,8 |
|
Св. 3 до 5 |
+1,0 |
|||||
|
Св. 5 до 40 |
+1,5 |
|||||


Таблица 44
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
||
|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||
|
Т3 |
|
|
АФ; МФ |
3 |
0 |
+0,8 |
|
Св. 3 до 5 |
+1,0 |
|||||
|
Св. 5 до 40 |
+1,5 |
|||||


Таблица 45
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
||
|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||
|
Т3 |
|
|
АФш; МФш |
От 3 до 5 |
0 |
+1,5 |
|
Св. 5 до 9 |
+2,0 |
|||||
|
Св. 9 до 10 |
||||||
|
Св. 10 до 14 |
+3,0 |
|||||
|
Св. 14 до 20 |
||||||


Таблица 46
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
g±2 |
е |
||
|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||
|
T7 |
|
|
АФш; МФш |
От 8 до 9 |
4 |
15 |
±3 |
|
Св. 8 до 14 |
5 |
22 |
|||||
|
Св. 14 до 20 |
б |
30 |
±4 |
||||
|
Св. 20 до 24 |
7 |
39 |
|||||
|
Св. 24 до 26 |
8 |
||||||
|
Св. 26 до 28 |
9 |
45 |
±5 |
||||
|
Св. 28 до 30 |
10 |
||||||


Таблица 47
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
е |
g±2 |
||
|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||
|
T2 |
|
|
АФш |
16 |
18 |
±3 |
6 |
|
Св. 16 до 18 |
19 |
||||||
|
Св. 18 до 20 |
20 |
||||||
|
Св. 20 до 22 |
7 |
||||||
|
Св. 22 до 24 |
21 |
||||||
|
Св. 24 до 26 |
22 |
||||||
|
Св. 26 до 28 |
±4 |
8 |
|||||
|
Св. 28 до 30 |
23 |
||||||


Таблица 48
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
g±2 |
е |
||
|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||
|
T8 |
|
|
АФ; МФ |
От 16 до 18 |
4 |
25 |
+4 -7 |
|
Св. 16 до 22 |
5 |
30 |
+4 -8 |
||||
|
Св. 22 до 26 |
6 |
36 |
+4 -10 |
||||
|
Св. 26 до 30 |
7 |
40 |
+4 11 |
||||
|
Св. 30 до 36 |
8 |
50 |
+4 -12 |
||||
|
Св. 36 до 40 |
9 |
56 |
+4 -16 |
||||


Примечание. При способе сварки МФ притупление с=3±1 мм.
Таблица 49
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
h±1 |
g |
g1±2 |
е |
е1 |
||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
T4 |
|
|
АФш; МФш |
20 |
7 |
6 |
±2 |
3 |
26 |
+4 -7 |
13 |
±3 |
|
Св. 20 до 24 |
7 |
|||||||||||
|
Св. 24 до 28 |
8 |
8 |
4 |
29 |
+4 -8 |
|||||||
|
Св. 28 до 34 |
10 |
10 |
5 |
35 |
+4 -10 |
17 |
||||||
|
Св. 34 до 40 |
12 |
12 |
±3 |
40 |
+4 -11 |
|||||||


(Поправка, ИУС 6-2007).
Таблица 50
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
е±2 |
е±2 |
|
|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||||
|
Т5 |
|
|
АФ |
30 |
16 |
6 |
|
Св. 30 до 34 |
17 |
|||||
|
Св. 34 до 40 |
18 |
|||||
|
Св. 40 до 42 |
19 |
7 |
||||
|
Св. 42 до 45 |
20 |
|||||
|
Св. 45 до 50 |
26 |
|||||
|
Св. 50 до 55 |
8 |
|||||
|
Св. 55 до 60 |
28 |
|||||


Таблица 51
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s |
b |
||
|---|---|---|---|---|---|---|
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||
|
Н1 |
|
|
АФ; МФ |
От 1 до 5 |
0 |
+1,0 |
|
Св. 5 до 10 |
+2,0 |
|||||
|
Св. 10 до 20 |
+3,0 |
|||||




 Дисковые поворотные затворы
Дисковые поворотные затворы Задвижки
Задвижки Шаровые краны
Шаровые краны Удлинение штоков
Удлинение штоков Компенсаторы, вибровставки
Компенсаторы, вибровставки Сетчатые фильтры-грязевики
Сетчатые фильтры-грязевики Электроприводы
Электроприводы Обратные клапаны
Обратные клапаны Расширительные баки
Расширительные баки